


Aynı işi yapan üç farklı yaklaşım — hangisi, ne zaman ve neden tercih edilmeli? Temel prensipler, uygulama alanları ve karşılaştırmalı bir bakış.
Perçinleme, iki veya daha fazla parçayı kalıcı olarak birleştirmek amacıyla bir perçin elemanının kontrollü biçimde deforme edilmesi esasına dayanır. Kaynak veya yapıştırmaya kıyasla ısı girdisi gerektirmemeye, farklı malzemeleri bir arada tutabilmeye ve tekrarlanabilir mukavemet değerleri sunmaya devam ettiği için havacılık, otomotiv ve elektronik gibi sektörlerde hâlâ vazgeçilmezdir.
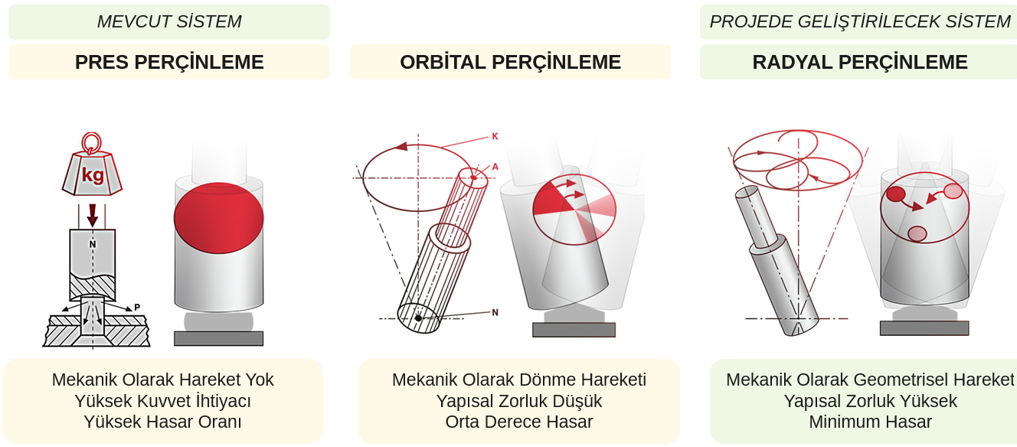
Ne var ki “perçinleme” denilince akla gelen tek bir yöntem yoktur. Kuvvetin uygulanma biçimine, takımın hareket geometrisine ve malzeme akışının yönetimine göre birbirinden belirgin şekilde ayrılan üç temel yaklaşım öne çıkar: pres perçinleme, orbital perçinleme ve radyal perçinleme. Bu yazıda her üç yöntemi çalışma prensibi, tipik kullanım alanları ve birbirleriyle kıyaslamalı avantaj/dezavantajları üzerinden ele alacağız.
1. Pres Perçinleme (Impact / Squeeze Riveting)
Çalışma Prensibi
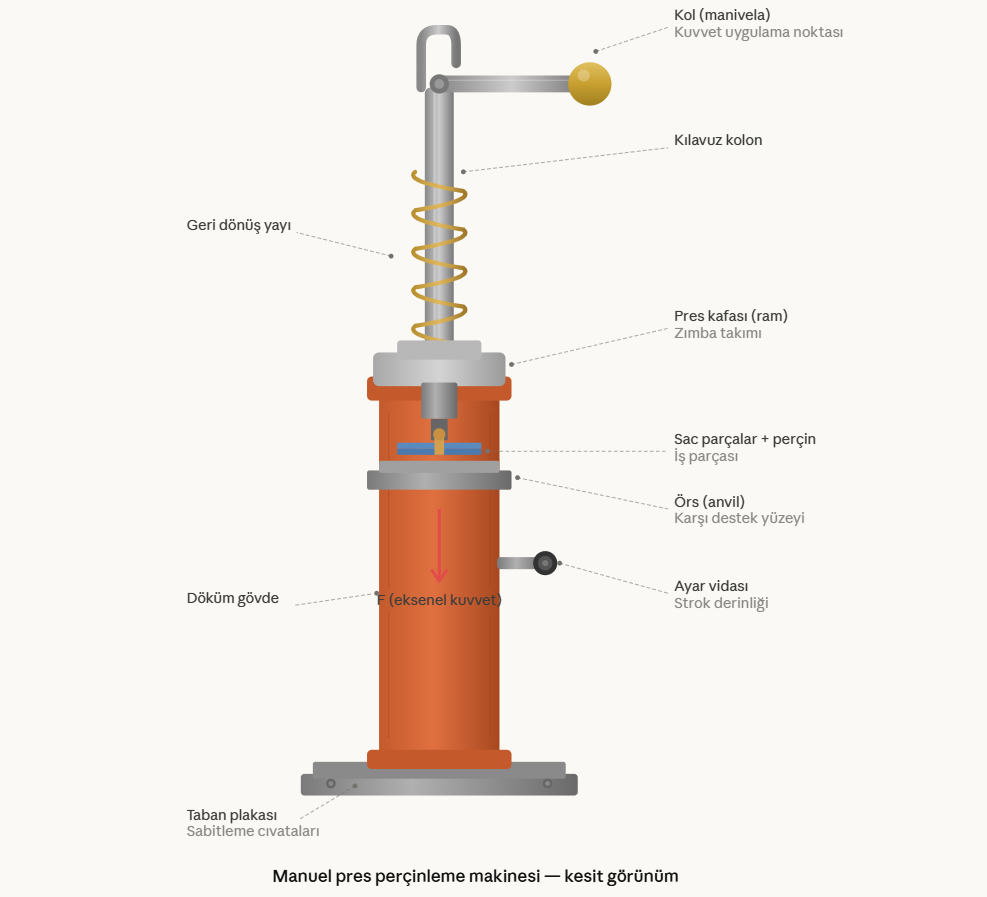
Pres perçinleme, perçin elemanına eksenel doğrultuda yüksek bir basma kuvvetinin tek seferde veya birkaç darbe ile uygulandığı en klasik perçinleme yöntemidir. Takım, perçin gövdesinin tamamına aynı anda temas eder ve malzemeyi bir defada istenen şekle zorlar. Bu süreçte perçinin serbest ucu — kapanış başı olarak adlandırılan kısım — açılarak sacları arasında sıkıştırır ve kalıcı bir bağlantı oluşturur.
Markiewicz ve arkadaşlarının deneysel çalışmalarında, bu tür bir perçinleme sürecinin yedi ayrı aşamaya bölünebildiği gösterilmiştir. İlk aşamada perçin gövdesi sıkıştırılırken yalnızca perçin malzemesi akma sınırını aşar. İlerleyen aşamalarda ise perçin gövdesi genişleyerek zımba deliğinin kenarlarına temas eder, kapanış başı şekillenmeye başlar ve saclar arasında sürtünme kaynaklı bir malzeme “kulağı” oluşur. Son aşamada elastik geri dönüş gerçekleşir ve eklem dengesini bulur. Bu çalışma, perçinleme bölgesinde %20’yi aşan gerinim değerlerinin gözlendiğini ortaya koymuştur.
Witek’in kör perçinler (blind rivet) üzerindeki sonlu eleman analizleri de benzer bir tablo çizer: perçinleme tamamlandığında perçin gövdesinde 164–329 MPa aralığında Von Mises artık gerilmeler ölçülmüştür. Bu başlangıç gerilme alanı, eklemin statik ve yorulma mukavemetini doğrudan etkiler.
Uygulama Alanları
Pres perçinleme, çelik konstrüksiyon, gemi inşaatı ve geleneksel uçak gövdesi montajında on yıllardır yaygın biçimde kullanılmaktadır. Papuga ve Stejskal’ın derleme çalışmasında belirttiği üzere, havacılık endüstrisinde soğuk perçinleme süreci — özellikle masif perçinlerle — hâlâ yoğun biçimde uygulanmakta olup, sıkma kuvveti (squeeze force), delik hazırlığı ve yüzey işlemleri gibi parametreler son yorulma ömrünü belirleyen kritik değişkenler arasında yer almaktadır.
Avantajlar ve Sınırlılıklar
Pres perçinlemenin en belirgin avantajı hızıdır: tipik çevrim süresi 0,5 saniye civarındadır. Büyük ölçekli üretimlerde bu hız farkı, toplam montaj süresini önemli ölçüde kısaltır. Ayrıca, masif perçinlerle yapılan pres perçinleme, perçin gövdesinin deliği tam doldurması sayesinde güçlü bir teğetsel artık basma gerilmesi alanı oluşturur; bu da çatlak başlangıcını geciktirerek yorulma ömrünü artırır.
Buna karşılık, eksenel kuvvet gereksiniminin yüksek olması en önemli dezavantajdır. Papuga ve Stejskal, masif perçinlerle kör perçinleri karşılaştırdığında, kör perçinlerin deliği yeterince dolduramadığını ve dolayısıyla çevresinde kayda değer bir artık gerilme alanı oluşturamadığını raporlamıştır — bu da kör perçinlerin daha düşük yük taşıyan yapısal bağlantılarla sınırlandırılmasına yol açar. Yüksek kuvvet ayrıca kırılgan ya da ince cidarlı parçalarda hasar riskini de beraberinde getirir. Markiewicz ve arkadaşlarının deneylerinde, perçinleme bölgesine yakın saclarda ciddi bir gerinim gradyanı gözlenmiş ve kenar mesafesinin hesaplama kurallarının önerdiği nominal değerin altına düşmesi durumunda, gerinimin dengesiz dağılarak malzeme gevrekleşmesine neden olabileceği ortaya konmuştur.
Pres perçinleme hızlı ve güçlüdür — ancak bu “güç”, hassas bileşenler söz konusu olduğunda bir dezavantaja dönüşür.
· · ·
2. Orbital Perçinleme
Çalışma Prensibi
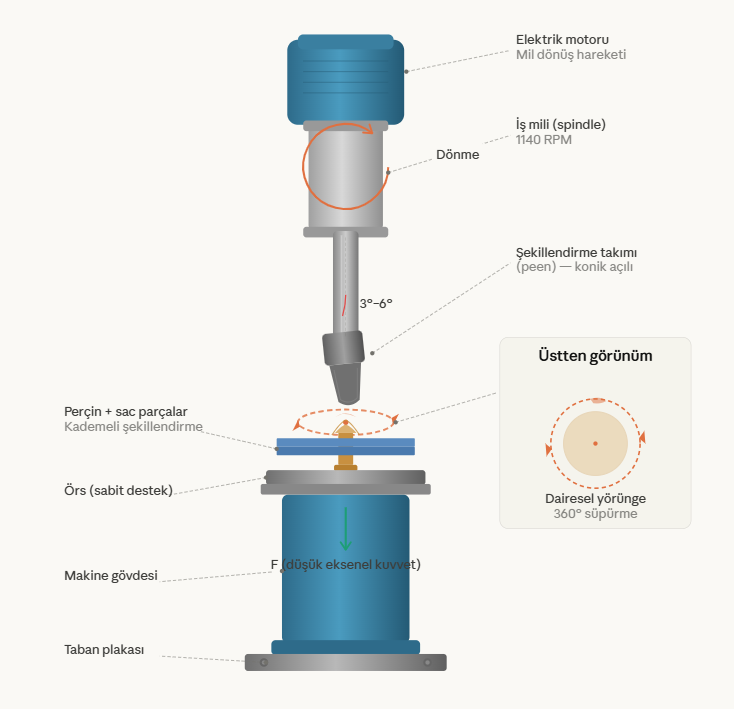
Orbital perçinleme, konik olarak eğimlenmiş (genellikle 3° veya 6°) dönen bir şekillendirme takımının perçin üzerinde dairesel bir yörünge çizerek malzemeyi kademeli biçimde deforme etmesi esasına dayanır. Takım, perçin yüzeyinin yalnızca küçük bir bölümüne aynı anda temas eder; her dönüşte malzemenin sadece bir yüzdesini hareket ettirir. Bu “yoğurma” benzeri hareket, toplam eksenel kuvvet gereksinimini pres perçinlemeye kıyasla yaklaşık %80 oranında düşürür.
Takım sabit bir açıda tutulurken motor mili döner ve perçin ekseni etrafında 360 derece boyunca süpüren bir basınç çizgisi oluşturur. Bu süreçte malzeme akışı, perçinin çevresine doğru merkezden dışa yönelir; ancak çevre bölgesindeki malzeme, merkeze yakın malzemeden daha hızlı ve daha uzağa hareket eder. Ortaya çıkan kapanış başı, pürüzsüz ve simetrik bir yüzey kalitesine sahiptir.
Uygulama Alanları
Orbital perçinleme, düşük kuvvet gereksinimi sayesinde özellikle ısıya duyarlı montajlarda (polimerler, temperlenmiş alüminyum alaşımları), elektronik bileşen birleştirmelerinde ve medikal cihaz üretiminde kendine geniş bir alan bulmuştur. Soğuk şekillendirme sürecinde ısı, kıvılcım veya kontaminant üretmemesi, temiz oda koşullarına uygunluğunu artırır. Ayrıca, orta–yüksek hacimli üretim hatlarında kısa çevrim süreleri (küçük perçinlerde 3 saniyenin altı) sağlaması, otomasyon entegrasyonunu kolaylaştırır.
Alüminyum alaşımları ve yumuşak çelikler (HRB 50–100 aralığı) orbital perçinleme için en uygun malzeme grubudur. Yarı-kırılgan malzemelerde (örneğin magnezyum) kademeli şekillendirme, çatlak riskini azaltır. Bununla birlikte, HRC 32’nin üzerindeki sertleştirilmiş çeliklerde yöntemin etkinliği düşer.
Avantajlar ve Sınırlılıklar
Orbital perçinlemenin en dikkat çekici üstünlüğü, düşük kuvvetle yüksek kaliteli bağlantılar üretebilmesidir. Soğuk şekillendirme süreci perçin malzemesini %10–15 oranında pekiştirir (work-hardening) ve bu durum yorulma ömrünü olumlu yönde etkiler. Kapanış başı yüzeyi, takım izinden arınmış ve neredeyse ayna kalitesinde (Ra < 1,0 µm) elde edilebilir — bu özellik, kozmetik görünümün önemli olduğu tüketici ürünlerinde ve optik montajlarda büyük avantaj sağlar.
Öte yandan, orbital perçinlemede malzeme akışının kontrolü sınırlıdır. Şekillendirme sırasında sürekli bir yanal kuvvet mevcuttur; bu nedenle iş parçasının iyi desteklenmesi gerekir. Dönen takımın perçin yüzeyiyle oluşturduğu hilal biçimli temas alanı, bir miktar yüzey sürtünmesine neden olur. Ayrıca, yöntem kör perçinlere uygulanamaz çünkü montajın her iki tarafına da erişim gerektirir
3. Radyal Perçinleme
Çalışma Prensibi
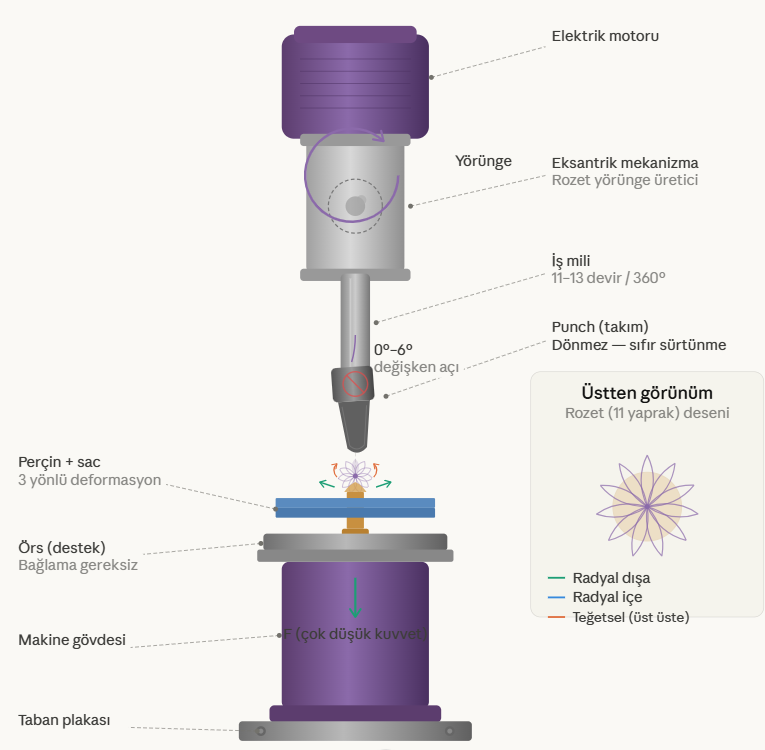
Radyal perçinleme, orbital perçinlemeyle benzerlikler taşımakla birlikte, takım yolu ve malzeme akışı açısından temel farklılıklar içerir. Radyal perçinlemede takımın (punch) kendi ekseni etrafındaki açısı sabit değildir; 0° ile 6° arasında sürekli değişir. Takım, perçin üzerinde 11 yapraklı bir rozet (gül yaprağı) deseni çizer — tıpkı bir Spirograph oyuncağının oluşturduğu hipozikloit eğrisi gibi. Bu desenin her yaprağı perçinin merkezinden geçer.
Kritik fark şudur: radyal perçinlemede takımın kendisi dönmez; yalnızca yörünge hareketi yapar. Bu durum, takım ile iş parçası arasındaki sürtünmeyi minimuma indirir ve kusursuz bir yüzey kalitesi sağlar. Malzeme üç yönde aynı anda deforme olur — radyal olarak dışa, radyal olarak içe ve teğetsel olarak üst üste binecek şekilde. Motor milinin bir tam dönüşü, orbital perçinlemede takımın 360° dönmesine karşılık gelirken; radyal perçinlemede takımın 360° dönmesi için 11 ila 13 motor devri gerekir. Bu da malzemenin daha kademeli ve daha homojen biçimde şekillendirilmesini sağlar.
Uygulama Alanları
Radyal perçinleme, yöntemin orijinal olarak geliştirilme amacına uygun biçimde, küçük çaplı ve hassas parçalarda en iyi performansını sergiler. İlk kez 1960’larda Avrupa’da saat mekanizmalarındaki minik perçinlerin montajı için geliştirilmiştir. Günümüzde baskılı devre kartları (PCB), elektrik kontakları, seramik veya bakalit gibi kırılgan malzemeler üzerindeki birleştirmeler, yüksek tork gerektiren D-profilli şaft uygulamaları ve paslanmaz çelik gibi sert malzemelerin (HRC 38 ve üzeri) perçinlenmesi başlıca kullanım alanları arasındadır.
Radyal perçinlemenin yanal kuvvet üretmemesi, karmaşık bağlama düzeneklerine ihtiyaç duymadan montaj yapılabilmesini mümkün kılar. Bu özellik, kırılgan altlıklar üzerinde çalışırken büyük avantaj sağlar.
Avantajlar ve Sınırlılıklar
Radyal perçinlemenin en belirgin üstünlüğü, malzemenin moleküler yapısını diğer yöntemlere kıyasla daha az bozmasıdır. Malzeme sabit bir hızda ve homojen bir oranda hareket ettirilir; bu da daha yüksek bağlantı mukavemeti ve daha iyi elektrik iletkenliği anlamına gelir. Metal parçaların iletkenliğini iyileştirdiği bildirilen bu yöntem, elektrik kontağı görevi gören perçinlerin şekillendirilmesinde sıklıkla tercih edilir.
Buna karşılık, radyal hareket üretim mekanizması daha karmaşıktır ve bu durum bazen bir dezavantaj olarak değerlendirilir. Ayrıca, boru şeklindeki perçinler veya tüp benzeri parçaların şekillendirilmesinde radyal perçinleme önerilmez; çünkü malzeme akışı önce merkeze doğru yönelip ardından dışa doğru açıldığı için, boru geometrisini bozma riski taşır. Bu tür uygulamalarda orbital perçinleme daha güvenli bir alternatif oluşturur.

Hangi Yöntem, Ne Zaman?
Bu üç yöntemden hiçbiri diğerini “gereksiz” kılmaz; her biri farklı mühendislik gereksinimlerine yanıt verir. Pres perçinleme, yüksek mukavemet ve hız gerektiren büyük ölçekli yapısal uygulamalarda — örneğin uçak gövdesi panellerinin montajında — hâlâ birincil tercihtir. Papuga ve Stejskal’ın kapsamlı derlemesinin gösterdiği gibi, masif perçinlerle yapılan pres perçinlemenin oluşturduğu artık gerilme alanı, çatlak başlangıcını geciktirme kapasitesi açısından diğer yöntemlerden üstündür.
Orbital perçinleme, düşük kuvvetle çalışma zorunluluğu olan, ısıya duyarlı veya kozmetik görünümün önemli olduğu orta–yüksek hacimli üretimlerde ön plana çıkar. Soğuk şekillendirme sürecinin sunduğu temiz oda uyumluluğu, medikal ve elektronik sektörlerde onu vazgeçilmez kılar.
Radyal perçinleme ise hassasiyetin, minimum parça hasarının ve elektrik iletkenliğinin kritik olduğu uygulamalarda — özellikle küçük çaplı perçinler, kırılgan altlıklar ve PCB montajlarında — tartışmasız en iyi seçenektir.
Doğru yöntem seçimi; birleştirilen malzemenin cinsi ve sertliği, perçin çapı, istenen bağlantı mukavemeti, yüzey kalitesi beklentisi, çevrim süresi hedefi ve üretim hacmi gibi parametrelerin bütüncül değerlendirilmesine bağlıdır. Mühendislik, her zaman olduğu gibi, “en iyi” değil “en uygun” olanı bulmakla ilgilidir.
Kaynaklar
[1] Papuga, J. & Stejskal, J. (2022). Effect of some riveting process parameters on the fatigue life of double-shear lap joints. Engineering Failure Analysis, 134, 106008.
[2] Markiewicz, E., Langrand, B., Deletombe, E., Drazetic, P. & Patronelli, L. (1998). Analysis of the riveting process forming mechanisms. Int. J. of Materials and Product Technology, 13(3–6), 123–145.
[3] Witek, L. (2006). Numerical simulation of riveting process using blind rivet. Aviation, X(2), 7–12.
[4] Wenghöfer, F. Riveting — Course: Technique for Manual Working of Materials. Methodical Guide for Instructors. IBE, Berlin.

